- Since 1980 -
Packaging Equipment Manufacturer
Innovative turnkey packaging and filling lines—BRENU delivers expert design and automation, manufacturing unscramblers, 3-in-1 fillers, labeling, and packing machines for efficient production.
- 5min Response, 30min Solution
- Cost-effective Custom Solution
- 20+ Years of Filling Packaging Experience
- Global and Local After-sales Service Network
- 80+ Global Customers
- CE , ISO 9001,SGS Certified Sustainable and Socially Responsible Manufacturer
Eco-friendly Filling Solutions for Efficient Packaging and Reduced Emissions.
Discover Brenu
Brenu was founded by He Xueliang, who established Jinggong Equipment Factory, guided by his uncle Zhao Jincai’s philosophy of “technology, integrity, and internationalization.” This vision prioritized technical innovation, customer trust, and a strong global network, which remain key to the company’s success today.
The next generation, led by Vincent and Belinna, built on this legacy. Vincent drove R&D, creating fully automatic filling lines and a national training center, while Belinna expanded global business, focusing on overseas spare parts. Together, they developed a three-tiered after-sales system, solidifying Brenu’s presence in Southeast Asia and the Middle East, staying true to the core values of rapid response and lifetime maintenance.
Through generations of unwavering dedication, to become the industry leader.
Driven by Practice,Engineered for Production
We base our designs on your reality, for your production.

Research Materials
Strictly screen and test all machine materials to meet FDA, GMP, and global food-grade compliance standards.

Research Characteristics
We test fillers (cold, hot, thin, viscous, corrosive, volatile) to improve filling accuracy, cleaning & material switching.

Test System Stability
Test system stability under extreme environments and ensure compatibility with global voltages and climates.

IoT Predictive Maintenance
System uses IoT sensors to monitor, predict, and resolve maintenance issues, ensuring uninterrupted production.
Advanced
Research & Development
for Precision Filling
A micro-nano precision, fully intelligent, custom-engineered production system ensuring unmatched accuracy and reliability.
Micro-nano Filling Accuracy
Achieves micron-level precision with controlled servo-driven valves, ensuring bottle-to-bottle volume consistency within ±1 ml.

Smart Flow Monitoring & Auto Calibration
High-precision electromagnetic flowmeters monitor flow 100 times per second, with IoT sensors for real-time tracking, fault prediction, and automatic calibration.

Smart Remote Control and Energy Management
Supports cloud-based remote operation, predictive maintenance, servo motors, intelligent energy management, and MES systems for production monitoring and maintenance.

Smart Robotic Arm
Automating manual tasks with smart robotic arms reduces labor dependency, lowers costs, enables 24/7 operation & improves consistent production efficiency.

Global Local Service
For inquiries or support, contact our service zones:
- North America Service Zone – Mexico
- South America Service Zone – Colombia
- Middle East Service Zone – Abu Dhabi Industrial Park
- Europe Service Zone – Turkey
- Asia Service Zone – Indonesia, India
- Russia Service Zone – Moscow
Keep Scrooling
The Zero-worry Support System

Localized Rapid-Response Network
Local engineers respond within 1 hour, supported by a 24h online Chinese technical team to ensure fast, reliable assistance.
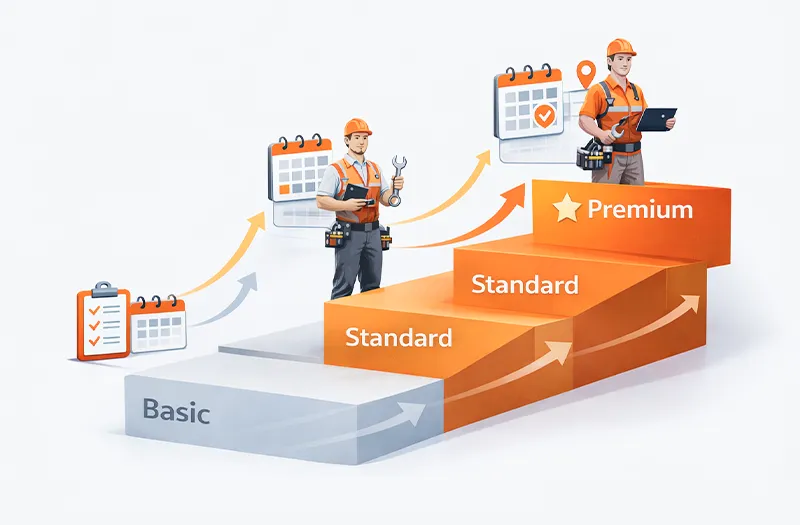
Tiered Technical Support Programs
BRENU offers graded service packages, including scheduled engineer visits, periodic inspections, and optional long-term on-site engineer deployment.
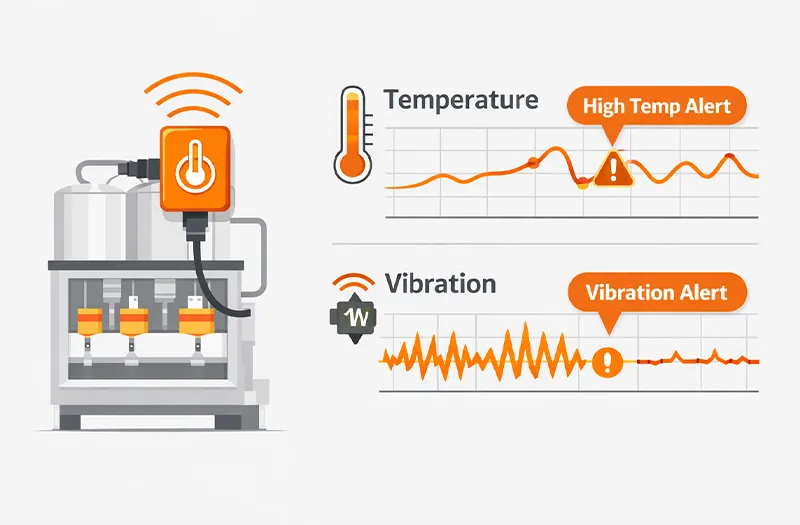
Machine Self-diagnosis
IoT sensors monitor vibration and temperature to predict faults, enabling proactive service and continuous training for on-site maintenance teams.
If Your Business Matches Any of The Following
Connect with Us Now

Start-up / New Brand
We provide turnkey, cost-effective solutions to help you start production quickly and reliably.

Expanding / Upgrading Factory
We deliver high-speed lines, efficiency upgrades, and customized integration to boost output and reduce labor.

Supporting / Related Industry Partner
We support you as an equipment partner with technical files, joint project solutions, and long-term cooperation options.

Distributors / Sales Partners
We offer stable supply, OEM/ODM services, full training, and regional protection for long-term cooperation.
If you need a custom factory, we design tailored filling machines and production lines to match your layout, capacity, and products, ensuring seamless integration, high efficiency, and reliable performance.
- Consultation & Requirement Analysis
- Technical Proposal & Layout Drawing
- Manufacturing & Quality Inspection
- Installation & Commissioning
- After-sales Support
Professional Team
Professional Team

Mr.Jincai Zhao
Chairman

Vincent
Production Manager

Belinna
CEO

Shawn
R&D Manager

Haijun Ji
Technical Manager

Tina
Sales Service Manager

Lily
Import Export Manager

Ashely
Business Manager
Through Generations of Unwavering Dedication, to Become The Industry Leader.
Through Generations of Unwavering Dedication, to Become The Industry Leader.
Production Line Solutions
Bottled Mineral Water Filling Line
This high-speed line combines air conveyors, a 3-in-1 filling machine, bottle blow molding, labeling, packing, and palletizing into a fully integrated turnkey system producing 10,000–36,000 BPH.
Bottled Beer and Beverage Filling Line
This line uses a 3 in 1 isobaric system optimized for carbonated drinks, featuring CO₂ pre-pressurization, foam-free capping, and temperature-controlled filling, with speeds of 6,000–30,000 BPH.
Canned Beverage Filling Line
This high-speed line integrates can filling and seaming, supporting carbonated drinks, juices, beer, and RTD products, reaching 12,000–36,000 CPH with precise valves, CO₂ flushing, and O₂ reduction for quality.
Sauce Filling Line
Designed for viscous sauces like ketchup, mayonnaise, and honey, this 3 in 1 line uses servo piston systems for precise dosing, clean filling, rapid CIP, and efficient high-speed bottle handling.
Daily Chemical Filling Line
Designed for detergents, cleaners, shampoos, and household liquids, offering viscosity-adaptive filling, drip-free valves, quick changeover, automatic capping, labeling, and flexible packaging solutions.
Cosmetic Filling Line
Built for lotions, serums, creams, and essential oils, delivering high-precision filling, gentle product handling, hygienic design, and customizable packaging options for premium cosmetic production.
Pharmaceutical Filling Line
Engineered for syrups, disinfectants, oral solutions, and medical liquids, ensuring GMP-compliant precision, sterile operation, high accuracy, traceability, and reliable contamination-free production.
Linear Filling line
This low-speed line uses separate linear rinsing, filling, and capping units. It is low-cost, easy to maintain, highly flexible, and supports 1,000–4,000 BPH for small batches and frequent changeovers.
Brenu Filling Solutions in Action
An American client required a 10,000 BPH bottled water production line.
We delivered a turnkey system covering water treatment, bottle blowing, 3-in-1 rinsing-filling-capping, air drying, labeling, laser marking, and final packaging—ensuring fully automated, precise, and energy-efficient operation.









Packaging Line Equipment
Upstream Processing Equipment
- Water Treatment equipment: Reverse osmosis, filtration, and softening equipment.
- Mixing & Preparation Equipment: Syrup preparation units, ingredient mixing systems, homogenizers, air compressors, stabilizers, and transformers.
- Sterilization Equipment: UV sterilization, pasteurization, and ultra-high temperature (UHT) instant sterilization.



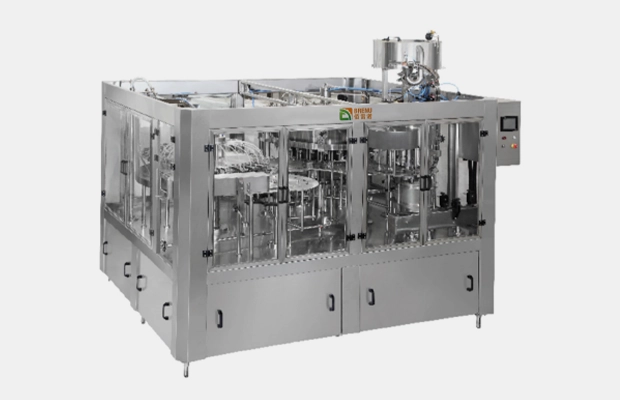
Rotary Filling Machine
- 3 in 1 Filler: Combines rinsing, filling, and capping in one unit, achieving micron-level accuracy and consistent bottle volume through core technologies.
- Hot filling performance up to 95°C.
- Output 2000-24000 bottles/hour.
- PLC control with HMI touch interface.
- No bottle, no filling. No bottle, no capping.

Production Line Auxiliary Equipment
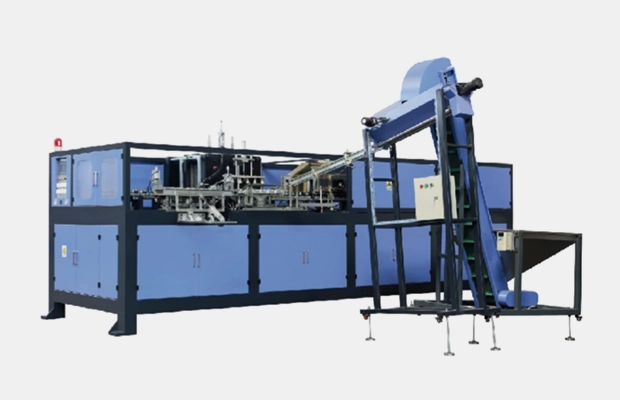
- Blow Molding Machine: PET bottle / glass bottle production equipment, fully integrated with the filling line.
- Labeling Machine: Adhesive labeling or shrink-sleeve labeling, expandable to smart variable-data labeling.
- Packaging Machine: Carton packing, shrink-film wrapping, and gift-box packing solutions.
- Palletizing Robot: Automated palletizing system for seamless connection with warehouse and logistics operations.


Robotic Arms
- Robotic arms automate end-of-line packaging by precisely lifting, orienting, and palletizing cardboard boxes or shrink-wrapped packages, improving efficiency, consistency, and workplace safety.
- High-speed handling improves end-of-line packaging efficiency.
- Consistent accuracy reduces product damage and errors.
- Labor savings lower operational and long-term production costs.
- Enhanced safety minimizes worker strain and injuries.

Where Innovation, Machinery
and Precision Meet
From concept to every bottle we fill, discover the innovation and craftsmanship behind our filling and packaging solutions.

Yes, one filling machine can handle different carbonated beverages, but it must be a properly designed isobaric filling machine with […]

Common faults in carbonated drink filling equipment are usually related to pressure control, product temperature, valve condition, bottle handling, capping […]

Excessive foam leads to product waste, unstable filling levels, carbonation loss, poor package appearance, and lower production output. The most […]