
Na produção moderna de bebidas e alimentos líquidos, a máquina de enchimento monobloco tornou-se o coração das linhas de embalagem. Concebido para integrar a lavagem, o enchimento e a colocação de tampas numa única estrutura compacta, este sistema melhora a eficiência, a precisão e a higiene — fatores essenciais em operações de grande volume.
No entanto, nem todos os líquidos podem ser enchidos nas mesmas condições. Alguns produtos requerem esterilização a alta temperatura para garantir a segurança microbiológica, enquanto outros devem ser mantidos a baixas temperaturas para preservar o sabor e as propriedades funcionais. A escolha entre o enchimento a quente e o enchimento a frio é, por isso, fundamental, influenciando diretamente a qualidade do produto, o prazo de validade e o custo da embalagem.
O que é uma máquina de enchimento monobloco?
Uma máquina de enchimento monobloco é um sistema integrado que combina três processos essenciais — lavagem, enchimento e tamponamento — numa única unidade totalmente automatizada. Em vez de utilizarem máquinas separadas para cada fase, os fabricantes recorrem a um monobloco para otimizar a linha de produção, minimizar a contaminação e melhorar a eficiência do espaço.
Componentes-chave
- Estação de enxaguamento: Limpa garrafas ou frascos utilizando água esterilizada ou ar.
- Estação de enchimento: Doseia produtos líquidos com elevada precisão sob temperatura e pressão controladas.
- Estação de tamponamento: sela imediatamente os recipientes para evitar a contaminação.
Principais vantagens
- Menor espaço ocupado e custos de manutenção reduzidos.
- Funcionamento contínuo para maior produtividade.
- Limpeza e esterilização fáceis (sistemas CIP/SIP).
- Adequada para garrafas de PET, garrafas de vidro e frascos.
As máquinas de enchimento monobloco são amplamente utilizadas nas indústrias de bebidas, lacticínios, molhos e produtos farmacêuticos, onde a higiene e a consistência são fundamentais.
Compreender o enchimento a quente
Definição e processo
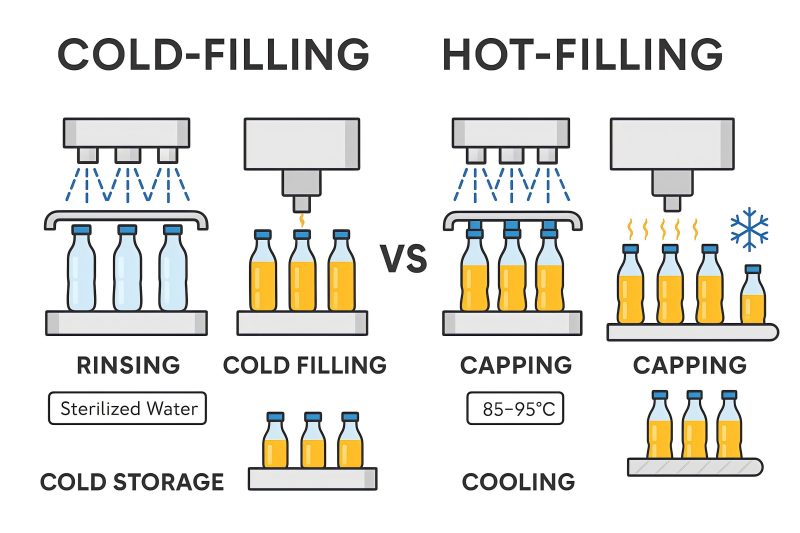
O enchimento a quente é um método em que o produto líquido é enchido em recipientes a temperaturas elevadas — normalmente entre 85 °C e 95 °C (185 °F–203 °F). A temperatura elevada não só esteriliza o produto como também ajuda a desinficar o interior da garrafa, da tampa e do espaço de ar, minimizando o risco de crescimento microbiano.
Aplicações típicas
- Sumos de fruta e néctares
- Chá e bebidas à base de ervas
- Bebidas isotónicas e energéticas
- Águas aromatizadas não gaseificadas
- Sumos de tomate e de vegetais
Etapas do processo
- Pré-aquecimento e esterilização: A bebida é pasteurizada para eliminar bactérias, leveduras e bolores.
- Enchimento a quente: O produto é envasado em garrafas ou frascos resistentes ao calor a uma temperatura de 85–95 °C.
- Tampagem: Os recipientes são tampados imediatamente enquanto a bebida ainda está quente.
- Inversão (opcional): As garrafas podem ser invertidas brevemente para esterilizar o interior da tampa.
- Arrefecimento: Os recipientes enchidos são arrefecidos gradualmente através de túneis de ar ou de pulverização de água, para evitar deformações e preservar o sabor.
Requisitos de equipamento
- Sistema de enchimento monobloco resistente ao calor
- Válvulas de enchimento com controlo de temperatura
- Túnel de arrefecimento ou transportador de pulverização
- Recipientes de PET ou vidro concebidos para resistência térmica
Compreender o enchimento a frio
Definição e processo
O enchimento a frio, por vezes denominado enchimento asséptico, é realizado a temperaturas baixas ou à temperatura ambiente — normalmente entre 4 °C e 10 °C (39 °F–50 °F). Ao contrário do enchimento a quente, depende de condições estéreis para garantir a segurança. Tanto a bebida como a embalagem são esterilizadas antes do contacto, garantindo que nenhum microrganismo sobreviva.
Aplicações típicas
- Água mineral e purificada
- Refrigerantes gaseificados (CSD)
- Bebidas lácteas e iogurtes
- Cerveja e bebidas funcionais
- Café e chá de infusão a frio
Etapas do processo
- Esterilização: As garrafas e as tampas são esterilizadas através de peróxido de hidrogénio, ozono ou tratamento com luz ultravioleta.
- Arrefecimento e armazenamento: O produto líquido é arrefecido após a pasteurização até 4–10 °C.
- Enchimento asséptico: A bebida estéril é envasada em garrafas estéreis numa sala limpa ou numa câmara asséptica fechada.
- Tamponamento: A selagem é realizada imediatamente na zona estéril.
- Armazenamento: O produto acabado é armazenado em condições de temperatura controlada.
Requisitos de equipamento
- Máquina de enchimento monobloco asséptica com filtração HEPA
- Compartimento com padrão de sala limpa
- Sistemas CIP/SIP para esterilização
- Purificação do ar e controlo da sobrepressão
Comparação técnica: Enchimento a quente vs. enchimento a frio
A tabela seguinte resume as principais diferenças técnicas entre os dois métodos:
| Parâmetro | Enchimento a quente | Enchimento a frio (asséptico) |
| Temperatura de enchimento | 85–95 °C | 4–10 °C |
| Método de esterilização | Esterilização térmica do líquido e da garrafa | Esterilização química ou por UV |
| Tipo de produto | Bebidas não gaseificadas (sumos, chás) | Bebidas gaseificadas ou sensíveis ao calor |
| Material da garrafa | PET resistente ao calor ou vidro | PET padrão ou vidro |
| Consumo de energia | Mais elevado (devido ao aquecimento e arrefecimento) | Mais baixo durante o funcionamento, mas com um custo inicial mais elevado |
| Segurança microbiológica | Alcançada através do calor | Alcançada através do controlo asséptico |
| Prazo de validade | Longa (6–12 meses) | Moderada a longa (3–9 meses, dependendo do produto) |
| Complexidade do sistema | Relativamente simples | Requer ambiente estéril e manutenção |
| Custo de investimento | Custo inicial mais baixo | Mais elevado devido ao design e à tecnologia assépticos |

Vantagens e desvantagens
Vantagens do enchimento a quente
- Esterilização fiável: a alta temperatura garante a eliminação total de microrganismos.
- Sem esterilizantes químicos: reduz o risco de contaminação por resíduos.
- Custo de equipamento mais baixo: estrutura mais simples em comparação com os sistemas assépticos.
- Prazo de validade mais longo: Ideal para bebidas de longa conservação sem conservantes.
Limitações do enchimento a quente
- Não adequado para bebidas gaseificadas: o calor provoca a expansão do gás e a formação de espuma.
- Possível degradação do sabor: nutrientes sensíveis, como vitaminas e aromas, podem diminuir.
- Maior consumo de energia: Requer fases de aquecimento e arrefecimento.
- Embalagem especial: Só podem ser utilizadas garrafas de PET resistentes ao calor ou de vidro.
Vantagens do enchimento a frio
- Preserva o sabor e os nutrientes: Ideal para bebidas premium e funcionais.
- Compatível com bebidas gaseificadas: a retenção de CO₂ é mantida.
- Opções flexíveis de embalagem: Podem ser utilizadas garrafas de PET padrão ou garrafas leves.
- Menor consumo de energia: Não é necessário aquecimento nem arrefecimento durante o enchimento.
Limitações do enchimento a frio
- Elevado investimento em equipamento: os sistemas assépticos são mais complexos e dispendiosos.
- Gestão rigorosa da higiene: Requer um ambiente com condições de sala limpa e operadores com formação adequada.
- Prazo de validade mais curto se não for asséptico: O enchimento a frio não asséptico pode reduzir a estabilidade de armazenamento.
- Custo de manutenção mais elevado: São necessários ciclos frequentes de esterilização e substituições de filtros.
Escolher o método de enchimento adequado
A escolha entre o enchimento a quente e o enchimento a frio depende de uma combinação de características do produto, material de embalagem e prazo de validade pretendido.
Considerações:
Natureza do produto
- Bebidas ácidas e não gaseificadas (por exemplo, sumos, chá): é preferível o enchimento a quente.
- Bebidas gaseificadas, lácteas ou funcionais: é preferível o enchimento a frio ou asséptico.
Tipo de garrafa
- O enchimento a quente exige PET resistente ao calor ou vidro (parede mais espessa).
- O enchimento a frio permite garrafas de PET leves ou com formatos personalizados.
Expectativas de prazo de validade
- O enchimento a quente garante uma vida útil mais longa para armazenamento não refrigerado.
- O enchimento a frio requer refrigeração, a menos que seja asséptico.
Escala de produção e orçamento
- As linhas de enchimento a quente são economicamente vantajosas para fábricas de sumos de média escala.
- Os sistemas de enchimento a frio/asséptico são adequados para uma produção diversificada e em grande escala.
Objetivos de eficiência energética
- O enchimento a quente requer mais energia devido aos processos de aquecimento e arrefecimento.
- Os sistemas de enchimento a frio, embora mais caros, permitem reduzir os custos energéticos a longo prazo.
Integração do design monobloco para cada método
Tanto os processos de enchimento a quente como a frio podem ser executados em configurações monobloco, mas as suas especificações de conceção diferem significativamente.
Monobloco de enchimento a quente
- Equipado com válvulas de enchimento com controlo de temperatura.
- Inclui enxaguadores rotativos que utilizam água quente esterilizada.
- Incorpora vedantes e juntas resistentes a altas temperaturas.
- Frequentemente combinado com túneis de arrefecimento a ar ou transportadores de arrefecimento por pulverização após a colocação das tampas.
Monobloco de enchimento a frio
- Construído com câmaras assépticas e filtragem de ar a pressão positiva (filtros HEPA).
- A secção de enxaguamento utiliza esterilizantes químicos ou UV em vez de água quente.
- As válvulas de enchimento são eletromagnéticas ou volumétricas, garantindo precisão a baixas temperaturas.
- A colocação das tampas ocorre num ambiente estéril e selado para evitar a contaminação transmitida pelo ar.
Ambos os sistemas partilham a automatização através de controlo por PLC e IHMs com ecrã tátil, permitindo aos operadores alternar entre receitas, monitorizar temperaturas e manter taxas de produção consistentes.
Exemplo prático: Linhas de produção de enchimento a quente vs. enchimento a frio
Caso 1: Produção de sumo com enchimento a quente
Uma fábrica de bebidas que produz sumo de fruta adota uma linha monobloco de enchimento a quente com 24 cabeças de enchimento. O processo decorre a 90 °C, enchendo garrafas de PET resistentes à deformação térmica. Após o enchimento, as garrafas são tampadas, invertidas para esterilização e arrefecidas num túnel de pulverização de água.
Resultado: prazo de validade de 12 meses sem conservantes; contagem bacteriana mínima; consumo energético moderado.
Caso 2: Linha de enchimento a frio de água e chá
Outro fabricante investe num sistema monobloco de enchimento a frio que opera a 6 °C. O produto (água aromatizada e chá verde) é enchido em garrafas de PET leves numa sala limpa de Classe 100.
Resultado: Mantém o aroma e o teor de antioxidantes; design flexível das garrafas; custo operacional ligeiramente mais elevado devido à manutenção da esterilização.
Estes exemplos destacam que ambas as tecnologias atendem a exigências de mercado distintas — o enchimento a quente enfatiza a segurança e a durabilidade, enquanto o enchimento a frio enfatiza a integridade do sabor e a liberdade na embalagem.
Considerações sobre eficiência energética e sustentabilidade
Os produtores modernos de bebidas dão cada vez mais prioridade à eficiência energética e à redução das emissões de carbono. Neste contexto:
- O enchimento a quente consome mais energia térmica para aquecimento e arrefecimento, mas os sistemas mais recentes recuperam o calor residual através de permutadores de calor.
- O enchimento a frio elimina a energia de aquecimento, mas depende da refrigeração e da purificação do ar, o que resulta em pegadas energéticas diferentes.
- Soluções híbridas, como o enchimento a temperatura média (60–70 °C) ou os monoblocos de modo duplo, oferecem um compromisso equilibrado.
Além disso, os sistemas monobloco avançados integram controlo servoassistido, otimização da limpeza CIP e designs de garrafas leves e recicláveis, alinhando-se com os objetivos globais de sustentabilidade.
Inovações recentes nas máquinas de enchimento monobloco
Os avanços tecnológicos continuam a expandir os limites do desempenho de enchimento:
- Enchimento volumétrico eletrónico: proporciona uma dosagem precisa sem contacto mecânico.
- Sistemas de esterilização automáticos: reduzem o tempo de inatividade entre as mudanças de produto.
- Sensores inteligentes e monitorização por IA: Detetam desvios de temperatura, perdas de pressão ou riscos de contaminação em tempo real.
- Cabeças de enchimento de troca rápida: permitem versatilidade multiproduto entre as linhas de sumos, leite e refrigerantes.
- Servomotores economizadores de energia e tanques isolados: Reduzem o consumo energético global.
Estas inovações permitem que um único sistema monobloco realize tanto o enchimento a quente como a frio através de adaptação modular — uma grande vantagem para os fabricantes que produzem um vasto portfólio de bebidas.
O debate entre o enchimento a quente e o enchimento a frio em máquinas de enchimento monobloco centra-se no equilíbrio entre a segurança do produto, a preservação do sabor e os custos operacionais.
- O enchimento a quente continua a ser o método de confiança para bebidas não gaseificadas e resistentes ao calor — oferecendo segurança microbiana, simplicidade e um longo prazo de validade.
- O enchimento a frio (asséptico) destina-se a bebidas saudáveis modernas, bebidas gaseificadas e produtos sensíveis, em que a frescura e a qualidade sensorial são fundamentais.
Em última análise, a melhor escolha depende do tipo de produto, do material de embalagem, do nível de investimento e do mercado-alvo.
À medida que a tecnologia de enchimento monobloco continua a evoluir — com sistemas de controlo mais inteligentes, integração asséptica e design orientado para a sustentabilidade —, os fabricantes beneficiam agora de uma flexibilidade maior do que nunca.
Quer se trate do enchimento de sumo quente ou de chá refrigerado, um sistema monobloco bem configurado garante eficiência, higiene e fiabilidade em toda a linha de produção.