
In modern food, beverage, and chemical industries, packaging efficiency and hygiene are paramount. Consumers expect clean, well-sealed, and perfectly filled bottles — and manufacturers must deliver these results at high speed and low cost. The solution lies in the monoblock filling machine, a fully integrated system that performs rinsing, filling, and capping in one continuous, automated operation.
Understanding the Monoblock Filling Machine
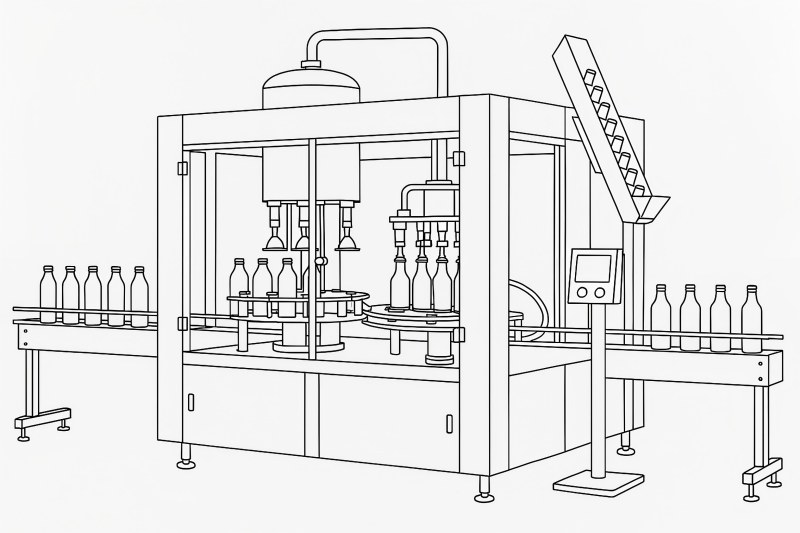
A monoblock filling machine integrates rinsing, filling, and capping stages into one compact, fully automated packaging system for efficiency. It eliminates the need for multiple separate machines, conveyors, and operators, reducing space, contamination risk, and energy consumption.
In essence, the monoblock design forms a closed, sterile environment that ensures smooth bottle flow from start to finish. Each station — rinsing, filling, and capping — works in perfect synchronization, controlled by a PLC (Programmable Logic Controller) and an HMI (Human-Machine Interface) for real-time operation and monitoring.
Monoblock systems are widely used for packaging non-carbonated beverages, edible oils, sauces, dairy products, pharmaceuticals, chemicals, and more. Their compact structure, speed, and flexibility make them the backbone of modern liquid packaging lines.
Structure and Main Components
A monoblock filling machine generally includes the following core components:
- Rinsing Station: Cleans bottles before filling to ensure hygiene.
- Filling Station: Precisely fills bottles using gravity, pressure, or vacuum methods.
- Capping Station: Applies and tightens caps using mechanical or magnetic torque control.
- Transfer System: Star wheels and conveyors that smoothly move bottles between stations.
- Control System: PLC and HMI for synchronized operation and automation.
- Optional Attachments: Cap sorter, bottle unscrambler, labeling, and shrink wrapping units.
Each module operates in harmony — the bottles never stop moving through the cycle, making it possible to reach speeds from 2,000 to 24,000 bottles per hour (BPH) depending on model and configuration.

Step-by-Step Working Principle
Let’s walk through the complete process inside a monoblock filling machine — from empty bottle entry to the final capped product.
Step 1: Bottle Infeed and Positioning
Empty bottles enter the machine through an air conveyor or mechanical infeed conveyor, guided into position by a rotating star wheel. The star wheel is precisely synchronized to the main drive, ensuring that each bottle arrives at the correct position under the rinsing nozzles.
Sensors monitor bottle flow to prevent jamming or misalignment. If no bottle is detected, the system automatically pauses that station’s cycle to prevent wastage or spillage.
Step 2: Rinsing – Ensuring Cleanliness Before Filling
Before any liquid is introduced, bottles must be thoroughly cleaned to eliminate dust, residues, or contaminants. This is achieved by the rinsing unit, which uses mechanical grippers to invert and hold each bottle over high-pressure rinse nozzles.
Process Overview:
- The gripper captures the neck of the bottle and rotates it 180°.
- Rinse water or sterilizing air is sprayed into the bottle at controlled pressure.
- The rinse liquid drains out through a collection trough.
- The bottle is then returned to its upright position and transferred to the filling section.
Depending on hygiene requirements, the system can use clean water, ionized air, or sterilizing solution (e.g., ozone water). Some advanced models use a two-step rinse, first with sterile water and then with air drying.
The rinsing process is fully automated, with timing and duration precisely controlled by the PLC to ensure consistent cleaning efficiency.
Step 3: Filling – The Heart of the Operation
After rinsing, bottles move directly to the filling station, the most critical and technically sophisticated part of the monoblock system. The filling principle varies according to the product’s nature — whether it’s still water, carbonated beverage, oil, or viscous sauce.
Gravity Filling
Used for free-flowing, non-carbonated liquids such as mineral water or juice.
Liquid flows into bottles through gravity from an elevated tank. The fill level is controlled by vent tubes or sensors, ensuring consistent volume without foaming or splashing.
Pressure Filling
Used for carbonated beverages or liquids requiring rapid filling.
Liquid is forced into the bottle under pressure, matching the internal bottle pressure to avoid excessive foaming or gas loss. This method ensures speed and consistency.
Vacuum Filling
Used for viscous or foamy products such as syrups or sauces.
A vacuum is created inside the bottle, drawing liquid in smoothly and minimizing air bubbles. It’s ideal for thick or sticky substances.
Isobaric Filling (Equal Pressure)
Used in beer or sparkling wine bottling lines, this technique balances the gas pressure between the tank and bottle, preventing carbonation loss.
Each filling valve is precisely controlled — modern systems use flow meters, magnetic valves, or servo-driven pistons to ensure high filling accuracy (±1%). Overflow prevention and liquid level control are key to maintaining uniform bottle appearance.
Step 4: Capping – Secure, Tight, and Consistent
Once bottles are filled, they are transferred to the capping unit via a star wheel. The cap sorter orients caps and guides them through the chute to capping heads.
The capping head picks up each cap, places it on the bottle, and tightens it using a magnetic clutch or mechanical torque system. Torque adjustment prevents leaks while avoiding over-tightening that damages bottle closures.
Capping systems vary based on closure type:
- Screw caps: Common for PET bottles and jars.
- Press-on caps: Often used for glass bottles.
- Ropp caps (Roll-On Pilfer Proof): Used for wine and liquor bottles.
- Snap-fit or crown caps: Used in beer or carbonated drink lines.
Sensors verify that each cap is present and properly sealed; defective bottles are automatically rejected downstream.
Step 5: Bottle Discharge
After capping, bottles exit the monoblock through an outfeed conveyor, leading to subsequent processes such as labeling, sleeve shrinking, date coding, or packing. Smooth discharge ensures no collisions or overturning, maintaining production continuity.
Automation and Control System
A hallmark of the monoblock design is its centralized automation. Every function — rinsing, filling, capping, and transfer — is controlled through a PLC and HMI panel, providing easy access to real-time parameters, error logs, and performance data.
Key Features:
- Touchscreen interface: Simplifies operation and recipe changeovers.
- Servo motor synchronization: Maintains perfect timing between rotating parts.
- Sensors and interlocks: Ensure safety and fault detection.
- CIP (Clean-in-Place): Automated cleaning without dismantling parts.
- Data recording: Tracks production volume, downtime, and energy consumption.
IoT models enable remote monitoring and predictive maintenance.
Variations in Monoblock Design
Depending on the production application, monoblock filling machines are available in several configurations:
| Type | Filling Principle | Suitable Products | Typical Industries |
| Gravity Monoblock | Gravity | Still water, juice | Beverage, food |
| Pressure Monoblock | Pressure | Carbonated drinks | Beverage |
| Vacuum Monoblock | Vacuum | Syrups, sauces | Food, pharmaceutical |
| Isobaric Monoblock | Equal pressure | Beer, sparkling wine | Brewery |
| Hot-fill Monoblock | Heat-tolerant design | Juice, tea | Beverage |
| Oil Monoblock | Flow-meter or piston | Edible oil, lubricants | Chemical, food |
Each type shares the same functional sequence — rinse, fill, cap — but differs in how it handles fluid dynamics, pressure control, and bottle design.
Advantages of Monoblock Filling Machines
The growing adoption of monoblock systems stems from their remarkable efficiency and versatility. The key advantages include:
- Compact Footprint: Integrates three functions efficiently.
- High Throughput: Capable of 2,000–24,000+ BPH depending on model.
- Improved Hygiene: Enclosed operation prevents contamination.
- Ease of Operation: Central control with recipe presets.
- Energy Efficiency: Reduced pump and conveyor requirements.
- Quick Changeover: Adjustable star wheels and modular parts for different bottle sizes.
- Reduced Maintenance: Fewer motors and belts simplify servicing.
- Consistent Quality: Automated control ensures every bottle meets exact standards.
For manufacturers targeting high-speed, multi-product lines, the monoblock design delivers unmatched performance consistency.
Industries and Applications
Monoblock filling machines suit diverse liquid packaging needs:
- Beverage Industry: Bottled water, soft drinks, juice, wine, coffee, and tea.
- Food Industry: Oils, sauces, condiments, vinegar, and dairy.
- Pharmaceutical Industry: Syrups, antiseptics, oral liquids, and disinfectants.
- Cosmetics and Personal Care: Shampoos, lotions, liquid soaps, and perfumes.
- Chemical Industry: Lubricants, detergents, and cleaning fluids.
Manufacturers can customize the system for bottle material (PET, glass, HDPE) and filling temperature (cold, hot, or ambient), making monoblock systems universally adaptable.
Maintenance and Quality Control
Regular maintenance keeps machines stable and prevents downtime. The main tasks include:
- Rinsing unit: Inspect nozzles for blockage, check water filters.
- Filling valves: Clean regularly to prevent scaling or residue buildup.
- Capping heads: Verify torque calibration and lubricate moving parts.
- Star wheels and guides: Align to avoid bottle scratching or tipping.
- Sensors and electronics: Check connections and perform diagnostic runs.
In high-hygiene industries like food and pharmaceuticals, monoblock systems are integrated with CIP (Clean-in-Place) units that automatically circulate cleaning and sterilizing solutions through the system without disassembly.
Safety and Environmental Considerations
Modern monoblock machines are designed with operator safety and sustainability in mind:
- Transparent safety doors with interlocks prevent operation during maintenance.
- Low-water and air consumption systems reduce utility costs.
- Noise levels are minimized through smooth servo-driven movement.
- Optional energy recovery systems reuse compressed air or rinse water.
By integrating these features, manufacturers meet ISO, GMP, and CE standards while reducing their environmental footprint.
Future Innovations and Trends
The evolution of monoblock technology continues toward smarter, cleaner, and more flexible designs. The key trends shaping the future include:
- Digital Twin Technology: Simulating machine performance in real time for optimization.
- IoT Integration: Remote performance tracking, predictive maintenance, and cloud analytics.
- AI-Based Quality Inspection: Cameras and sensors for automatic defect detection.
- Sustainability Focus: Recyclable materials, water reuse systems, and low-energy motors.
- Flexible Modular Design: Easily switch between bottle types, caps, or filling products with minimal downtime.
These innovations boost reliability, cut costs, and support sustainability in line with global carbon goals.
From rinsing to capping, every stage of a monoblock filling machine demonstrates precision engineering and seamless automation. The integration of these processes into one compact system delivers exceptional hygiene, efficiency, and reliability — essential in today’s competitive packaging industry.
Understanding its principle optimizes production, ensures quality, and reduces costs. As technology advances, monoblock systems will continue to evolve — integrating smarter controls, sustainable designs, and digital intelligence — driving the future of liquid packaging worldwide.